





· 100%-ige Mittenlage der Nuten · perfekten Sitz und Drehmomentübertragung in der Spindel

· besten Rundlauf der Spannschulter (max. 10: 5fach genauer als DIN) · höchste Rundlauf- und Wiederholgenauigkeit · maximale Spannkräfte der Spindel · maximale radiale Steifigkeit

· sicheres Lösen des HSK beim Werkzeugwechsel

· ruhiger, lagerschonender Spindellauf · längere Lebensdauer der Spindel · höchste Werkzeugstandzeiten · bessere Werkstückoberflächen








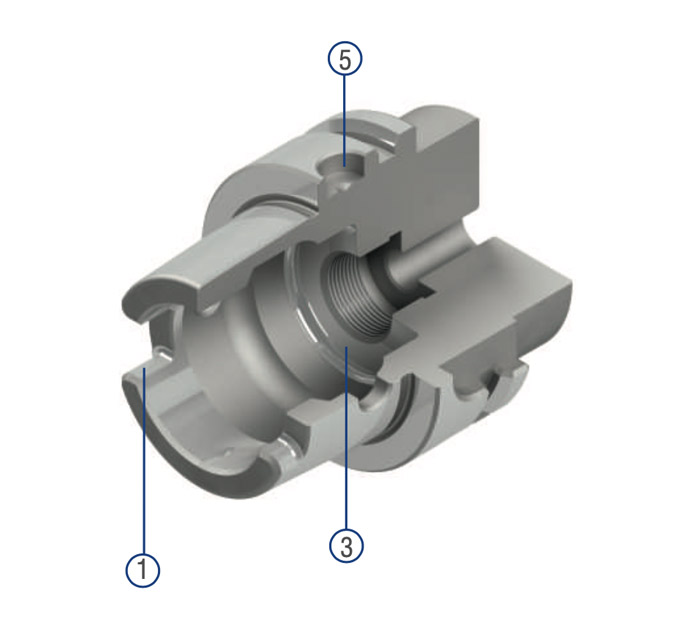


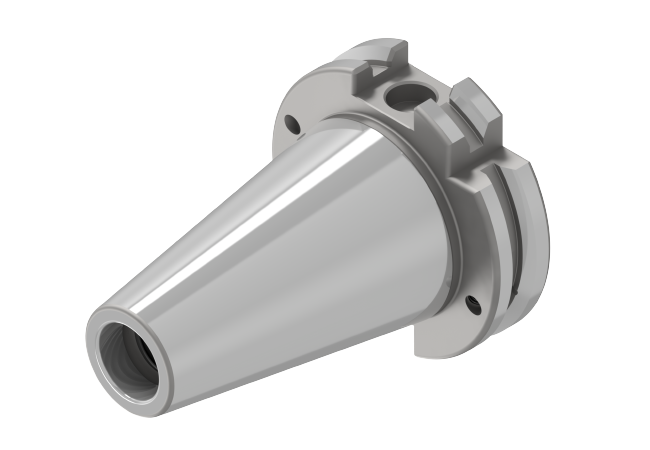
HSK-A, ISO 7388-1 und CORUM standardmäßig mit
Datenträger-Chip-Bohrung
Hart nachbearbeitete Mitnehmernuten garantieren:
· 100%-ige Mittenlage der Nuten
· perfekten Sitz und Drehmomentübertragung in der Spindel
Hart nachbearbeitete
HSK-Ausstossfläche garantiert:
· sicheres Lösen des HSK beim Werkzeugwechsel
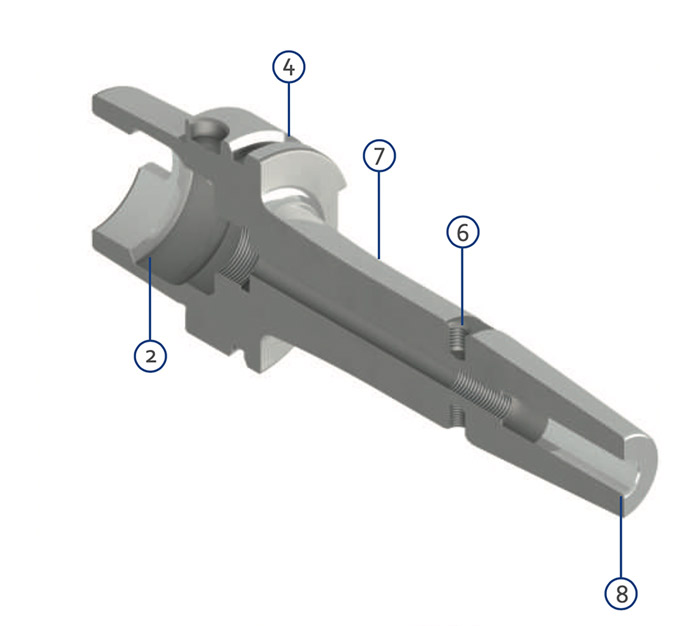
Alle Aufnahmen feingewuchtet G2,5 bei 25.000 min-1 oder max. Restunwucht ≤ 1 gmm. dadurch:
· ruhiger, lagerschonender Spindellauf
· längere Lebensdauer der Spindel
· höchste Werkzeugstandzeiten
· bessere Werkstückoberflächen
Hart nachbearbeitete HSK-Schulter garantiert:
· besten Rundlauf der Spannschulter (max. 10µ: 5fach genauer als DIN)
· höchste Rundlauf- und Wiederholgenauigkeit
· maximale Spannkräfte der Spindel
· maximale radiale Steifigkeit
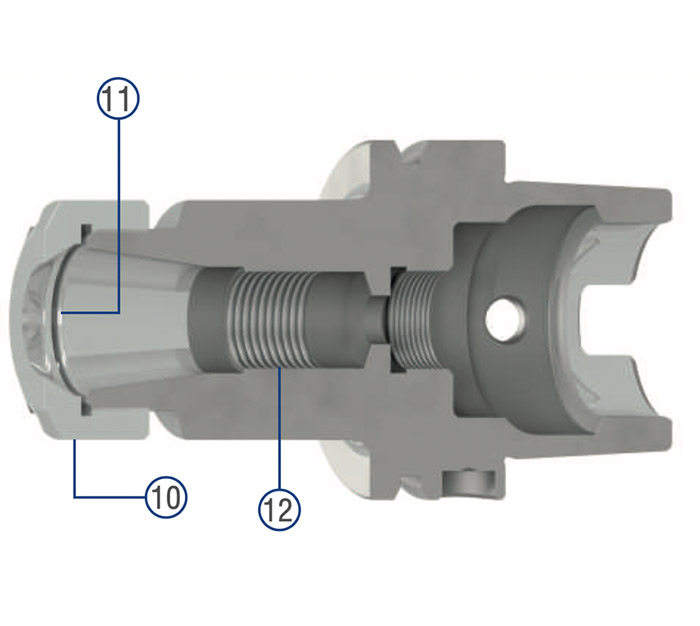
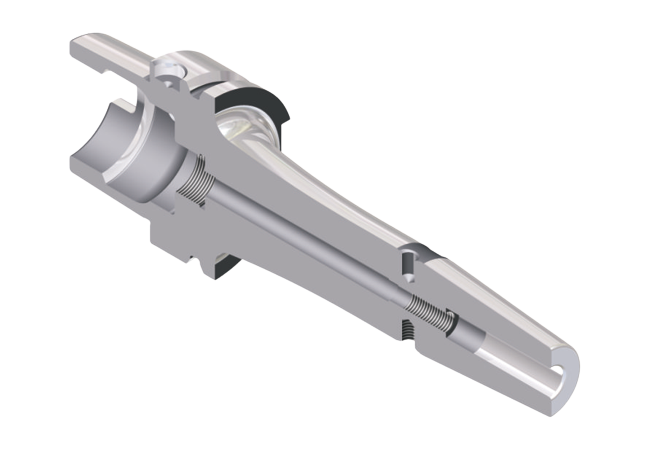
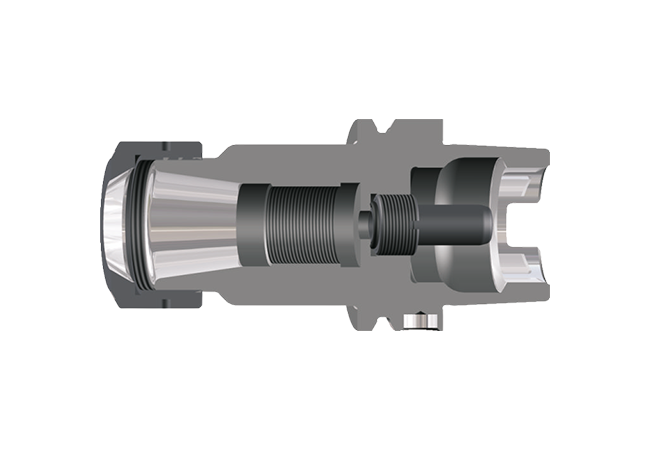
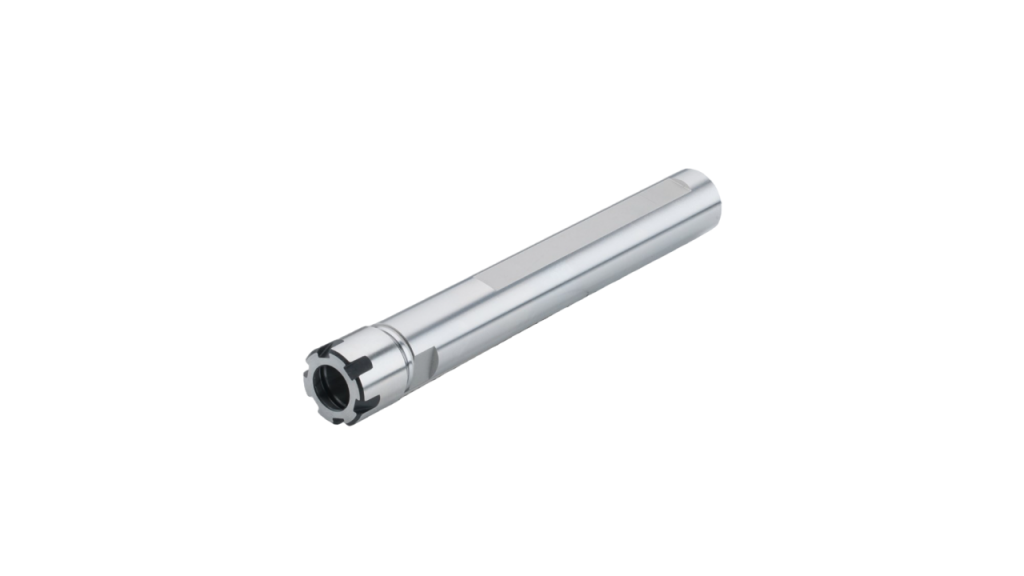
Lange Ausführung mit schwingungsdämpfendem Übergangsradius
Standardschrumpffutter inkl. 4 Gewinde zum nachträglichen Feinwuchten
Lange Schrumpfpassung für maximale Spannkräfte mit Einführradius
Alle Steilkegelwinkel in Kegelwinkel-Toleranzqualität AT3
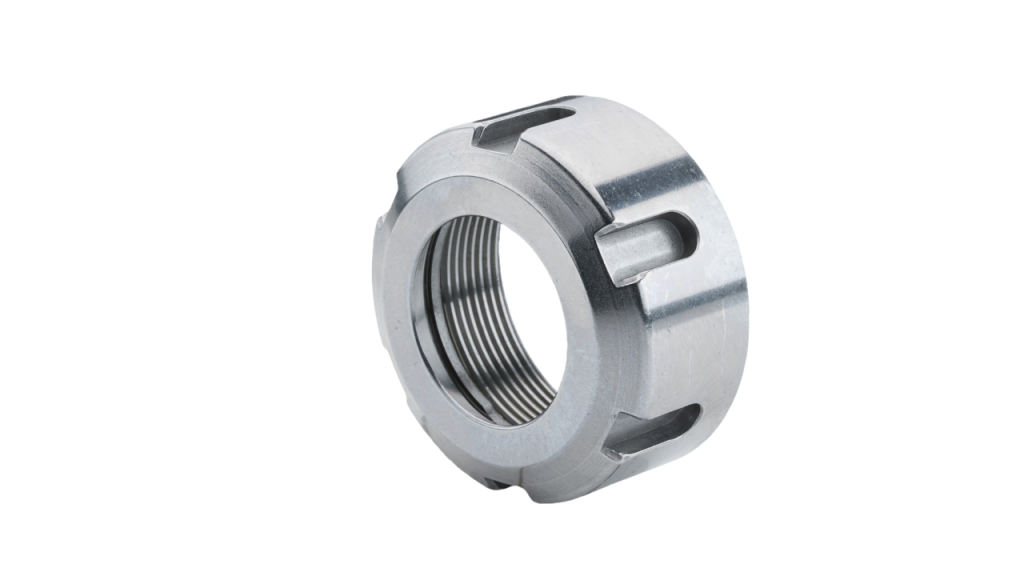
Feingewuchtete und gehärtete Spannmuttern
Großer Radiusübergang zum ER-Innenkegel schont die Genauigkeit der Spannzange
Große Einstecktiefe für Werkzeuge mit langem Schaft
HSK-A, ISO 7388-1 und CORUM standardmäßig mit
Datenträger-Chip-Bohrung
Hart nachbearbeitete Mitnehmernuten garantieren:
· 100%-ige Mittenlage der Nuten
· perfekten Sitz und Drehmomentübertragung in der Spindel
Hart nachbearbeitete
HSK-Ausstossfläche garantiert:
· sicheres Lösen des HSK beim Werkzeugwechsel
Alle Aufnahmen feingewuchtet G2,5 bei 25.000 min-1 oder max. Restunwucht ≤ 1 gmm. dadurch:
· ruhiger, lagerschonender Spindellauf
· längere Lebensdauer der Spindel
· höchste Werkzeugstandzeiten
· bessere Werkstückoberflächen
Hart nachbearbeitete HSK-Schulter garantiert:
· besten Rundlauf der Spannschulter (max. 10µ: 5fach genauer als DIN)
· höchste Rundlauf- und Wiederholgenauigkeit
· maximale Spannkräfte der Spindel
· maximale radiale Steifigkeit
Lange Ausführung mit schwingungsdämpfendem Übergangsradius
Standardschrumpffutter inkl. 4 Gewinde zum nachträglichen Feinwuchten
Lange Schrumpfpassung für maximale Spannkräfte mit Einführradius
Alle Steilkegelwinkel in Kegelwinkel-Toleranzqualität AT3
Feingewuchtete und gehärtete Spannmuttern
Großer Radiusübergang zum ER-Innenkegel schont die Genauigkeit der Spannzange
Große Einstecktiefe für Werkzeuge mit langem Schaft
Werkzeughalter mit Hohlschaftkegel
HSK-A 40/50/63/80/100
HSK-E 32/40/50
HSK-F 63






Werkzeughalter SK
SK 40 DIN 69871
SK 50 DIN 69871


Werkzeughalter BT
BT 30
BT 40
BT 50



Werkzeughalter BTD
BTD 30
BTD 40


Werkzeughalter mit polygonförmigen Schaftquerschnitt
CORUM C4
CORUM C5
CORUM C6
CORUM C8




Alles für durchgängig hohe Präzision
ZUBEHÖR








{kind=link}
{kind=link}
{kind=link}
{kind=link}